คุณกำลังมองหาอะไร
?

เพื่อปรับปรุงคุณสมบัติทางกล เครื่องมือจำเป็นต้องผ่านการบำบัดด้วยความร้อน เช่น การชุบแข็งและการชุบแข็ง
การดับ:
นี่คือการบำบัดความร้อนประเภทหนึ่งที่รวมถึงการทำความร้อนและการระบายความร้อนของเหล็กในภายหลัง เพื่อลดความเครียดภายในในวัสดุ ในระหว่างกระบวนการให้ความร้อน มาร์เทนไซต์จะถูกสร้างขึ้นซึ่งมีโครงสร้างที่แข็งมากและมีความต้านทานแรงดึงขั้นสูงสุดสูง แต่มีความยืดหยุ่นต่ำ
ดังนั้นวัสดุจึงมีแนวโน้มที่จะแตกร้าว เพื่อหลีกเลี่ยงปัญหานี้ เหล็กจะถูกอบคืนตัวด้วยการระบายความร้อนแบบควบคุม อัตราการทำความเย็นในระหว่างการอบคืนตัวมีผลกระทบอย่างมากต่อความเค้นตกค้างของเหล็ก ยิ่งอัตราการทำความเย็นช้าลง ความเค้นตกค้างก็จะยิ่งอ่อนลง
เกรดเหล็กที่สามารถผ่านการบำบัดนี้ได้ประกอบด้วยคาร์บอน 0.4-0.6% จึงเรียกว่าเหล็กชุบแข็งและอบคืนตัว
การแข็งตัว:
วัตถุประสงค์ของการบำบัดนี้คือเพื่อเพิ่มความแข็งของวัสดุ ซึ่งรวมถึงการให้ความร้อนแก่เหล็กจนถึงอุณหภูมิที่กำหนด จากนั้นจึงทำให้เย็นลงอย่างรวดเร็ว
วิธีที่ใช้กันทั่วไปในการวัดความแข็งของเครื่องมือคือการทดสอบความแข็งแบบ Rockwell ซึ่งดำเนินการโดยใช้หัวกดทรงกรวย (HRC) หรือหัวกดทรงกลม (HRB)
โดยจะต้องค่อยๆ เพิ่มภาระให้กับเครื่องมือ ความแข็งถูกกำหนดโดยความลึกของการเจาะของหัวกดเข้าไปในชิ้นงาน
การชุบแข็งแบบเหนี่ยวนำ:
นี่คือการรักษาความร้อนที่พบบ่อยที่สุดสำหรับ กดเบรก เครื่องมือกล แต่เนื่องจากเป็นการปรับสภาพพื้นผิว จึงส่งผลต่อชั้นนอกของเครื่องมือเท่านั้น
การดับนี้ใช้หลักการของการเหนี่ยวนำแม่เหล็กไฟฟ้า: วัสดุที่เป็นสื่อกระแสไฟฟ้า (ขดลวด) ถูกวางไว้ในสนามแม่เหล็กสลับกำลังสูง เครื่องมือจะถูกให้ความร้อนที่อุณหภูมิสูง จากนั้นทำให้เย็นลงอย่างรวดเร็วโดยการไหลของสารหล่อเย็น
การชุบแข็งด้วยการเหนี่ยวนำสามารถสร้างพื้นผิวที่แข็งมากพร้อมความต้านทานการสึกหรอและความต้านทานความล้า โดยไม่ส่งผลกระทบต่อความเหนียวของแกน
การแข็งตัวของแกน:
บาง กดเบรก ผู้ผลิตเครื่องมือกลใช้การชุบแข็งแกนเพื่อให้ได้ความแข็งที่สม่ำเสมอทั่วทั้งเครื่องมือ ในขณะที่ค่าความแข็งพื้นผิวต่ำ และพื้นผิวมักเกิดการสึกหรอ
ความยาวและความแม่นยำ
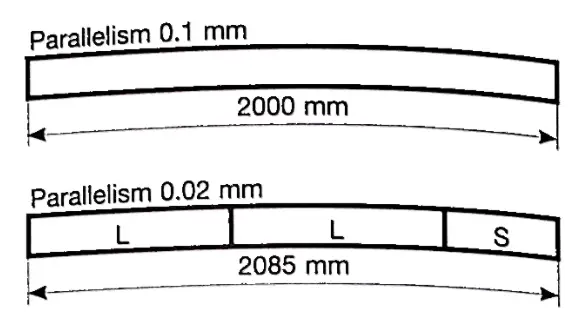
ในอดีตที่ผ่านมา, กดเบรก เครื่องมือกลถูกผลิตเป็นชิ้นเดียวและมีความยาวเท่ากันกับของ กดเบรก เครื่องหรือโปรไฟล์ที่จะงอ เครื่องมือเหล็กเหล่านี้ได้รับการไสเนื่องจากการชุบแข็งและการเจียรอาจทำให้เสียรูปเนื่องจากความยาว เนื่องจากเครื่องมือตัดไม่สามารถดำเนินการได้ ความแม่นยำจึงค่อนข้างต่ำ ประมาณ 0.1 มิลลิเมตรต่อเมตร
ด้วยการเกิดขึ้นของเทคโนโลยีใหม่ๆ ความแม่นยำของ กดเบรก เครื่องมือกลได้รับการปรับปรุงอย่างมาก เครื่องมือในปัจจุบันคือชิ้นส่วนที่ผลิต ชุบแข็ง และตัดเฉือน เพื่อให้มั่นใจได้ถึงความแม่นยำสูง (0.0 มิลลิเมตรต่อพาเลท) และประสิทธิภาพทางกลที่ดีขึ้นกว่าเดิม ความยาวของ กดเบรก เครื่องมือกลจะแตกต่างกันไปขึ้นอยู่กับประเภท เช่น เครื่องมือ Shinite มีความยาว 835 มม.
เครื่องมือแบ่งส่วนมีข้อดีหลายประการ ได้แก่ ความยาวโมดูลาร์มาตรฐาน เพื่อให้ผู้ปฏิบัติงานสามารถซื้อเครื่องมือเพื่อสร้างความยาวรวมที่ต้องการได้
ใช้งานง่าย ประหยัดเวลาในการติดตั้ง กดเบรก เครื่องจักร;
ประหยัดค่าใช้จ่ายเนื่องจากจำเป็นต้องเปลี่ยนเฉพาะส่วนที่สึกหรอหรือเสียหายของเครื่องมือ แทนที่จะเปลี่ยนความยาวทั้งหมด
สามารถตั้งค่าเครื่องได้โดยใช้เวิร์กสเตชันและเครื่องมือการติดตั้งที่แตกต่างกันซึ่งมีโปรไฟล์ที่แตกต่างกันซึ่งใช้ตามลำดับ
สิ่งสำคัญคือขนาดของเครื่องมือต้องถูกต้องและสามารถใช้แทนกันได้อย่างเต็มที่และปรับให้เข้ากับการใช้งานสมัยใหม่ได้ กดเบรก เครื่องจักรและรับประกันคุณภาพสูง กดเบรก และการทำซ้ำ
ด้วยพื้นผิวที่สร้างจากเครื่องเจียรที่ทันสมัย กดเบรก เครื่องมือกลสามารถผลิตแม่พิมพ์ที่มีรัศมีในแม่พิมพ์รูปตัว V และปลายพันช์ได้
ซึ่งช่วยให้มีความสม่ำเสมอ กดเบรก โดยไม่ต้องมาร์กแผ่นโลหะและทำความเข้าใจจุดสัมผัสที่แน่นอนระหว่างเครื่องมือกับแผ่นโลหะ นี่เป็นข้อมูลสำคัญสำหรับระบบ CNC ของแท่นพิมพ์เพื่อตั้งค่าอัตโนมัติ กดเบรก พารามิเตอร์เพื่อให้สามารถทำซ้ำได้สูงสุด







 รองรับเครือข่าย IPv6
รองรับเครือข่าย IPv6















